国立研究開発法人 産業技術総合研究所【理事長 石村 和彦】(以下、「産総研」という)先進コーティング技術研究センター【研究センター長 明渡 純】微粒子スプレーコーティング研究チーム 明渡 純 研究チーム長(兼務)と豊実精工株式会社【代表取締役 今泉 由紀雄】(以下、「豊実精工㈱」という)大野 勲 開発室長らは、常温衝撃固化現象を活用したエアロゾルデポジション法(以下、「AD法」という)を最適化し、3次元的な表面に防錆性と耐摩耗性を付与できる低環境負荷の常温セラミックコーティング技術を共同開発した。
金属表面の防錆処理として一般的にはめっきが使用されてきた。特に機械部品に広く用いられる硬質クロムめっきなどでは、機械的強度を得るため六価クロム溶液を使用することが多い。しかし、六価クロムは処理工程での作業者への悪影響などの点で社会問題となったこともあり、欧州などで環境負荷物質として多くの規制を受けている。国内においても産業界では六価クロムを使用しない硬質クロムめっき代替技術が切望されてきた。今回、産総研と豊実精工㈱とで共同開発した防錆・耐摩耗コーティング技術は、産総研が発明した常温セラミックコーティング技術であるAD法を活用し、コーティングする基材の表面仕上げとセラミック粒子の吹き付け角度などの条件を詳細に検討することで、作業工程から六価クロムを全く使用せず、ピンホールの無い量産レベルの防錆・耐摩耗性を3次元構造物の表面へ付与することを可能にした。なお、2021年6月23日〜25日にインテックス大阪(大阪市)で開催される第4回関西コーティングジャパン(関西高機能素材Week 2021内)における豊実精工(株)と産総研の共同出展ブースで、今回の成果(ERIN処理と命名)や実物サンプルの展示を行う。
AD法を用いた3次元セラミックコーティング部材と防錆効果
金属表面の防錆加工として、一般的にめっきが使用されてきた。例えば、六価クロムを使用した硬質めっきは、機能面において高い硬度が得られ処理コストにも優れることで広く利用されているが、六価クロムは毒性の強い特定有害物質に指定されており、処理工程での作業者への悪影響や廃液処理の不備による環境汚染など社会問題にもなった。また、欧州(EU)市場でのRoHS指令やELV指令では、六価クロムを含む家電製品、自動車部品は使用が禁止されている。RoHS指令では、製造工程で使用される物質は規制対象外であるが、このような環境影響から六価クロムを使用した硬質クロムめっきは社会的に問題となっている。RoHS指令やELV指令の規制エリア外である国内においても、自動車関連などの産業分野から機械的耐久性や防錆性に優れた六価クロムフリーの表面処理技術が強く望まれている。そのため、代替技術として、三価クロムめっきや溶射法などが国内外で検討されている。三価クロムを使用しためっき技術では、めっきと金属基材との界面が多孔質となるため十分な密着性が得られず、めっきが剥離して防錆効果を低下させる問題がある。このため、三価クロムを使用しためっき技術では、環境面、経済面や機能面において大きなメリットが得られない。また、溶射法は、硬度と耐食性はめっきと比較して優れるが、密着性、耐摩耗性および膜厚の制御のしやすさはめっきに劣る。そのため、現状は、六価クロムを使用しためっきに対して、機能面および経済面で同程度となる代替技術は見いだされていなかった。
豊実精工㈱は、これまで機能めっき分野で30年以上の製造販売実績があり、硬質めっきや特に精密機械部品の特殊防錆コーティング、また、精密機械加工などでも高い技術を有する。一方、産総研は、AD法と呼ばれる常温セラミックコーティング技術を発案し、約20年以上にわたり研究開発してきた(2004年5月20日、2017年2月1日、2021年3月22日 産総研プレス発表)。これまでに半導体製造装置部材や色素増感型太陽電池部材へ応用し、民間企業へ技術移転した実績がある(2010年11月5日、2013年12月6日、2017年6月16日 産総研プレス発表)。AD法は、サンドブラスト処理の様に固体状態のセラミック微粒子を室温のガスによって基材に吹き付けて堆積するドライコーティング(非溶液プロセス)手法である。産総研が発見した「常温衝撃固化現象」に基づき、非常に強固な密着力と機械強度を有し、さらに厚みのある緻密セラミックコーティングを可能にする。AD法は、溶射法とは異なり、基材に吹き付けるセラミック微粒子を溶かさないことから凝固収縮に伴うクラックやポアが発生せず、高い硬度および密着力を有するセラミック膜を金属基材上にコーティングできるので、高い防錆性や耐摩耗性が期待できる。さらに、AD法は、原料および製造工程においても六価クロムフリーで環境負荷物質を一切使用しないため、めっき処理とは異なり、処理設備の設置許可を必要としないという利点もある。
そこで、産総研と豊実精工㈱は、AD法を活用し平面および3次元形状の鉄系部品表面に高い防錆性や耐摩耗性を有する、量産レベルのセラミックコーティング技術を共同開発し、ERIN処理と名付けた。
六価クロムめっきの代替となる被膜形成技術としては、3次元形状を有する大型部材への適用が可能で、環境に優しいドライコーティング手法が望まれている。また、被膜特性としては、硬度が900 Hv以上であること、膜厚が数マイクロメートル程度で優れた防錆性と密着性を有すること、硬質クロムめっきと同等以上の耐摩耗性を有することが要求される。
これまでもAD法を用いた耐摩耗コーティングや防錆コーティングの検討はあった。AD法はセラミック微粒子を基材に衝突させ、ナノサイズの微細結晶片に破砕し、この破砕粒子の流動と再結合によって、緻密な膜を形成する手法である。そのため、破砕粒子に十分な流動がない場合には、破砕粒子間に隙間ができやすい。すなわち、ネジなどの複雑な3次元形状部品や工業レベルの大面積基材の表面に、ピンホールやクラックの無い、防錆性と耐摩耗性に優れたセラミック膜を形成することは容易ではなかった。
セラミックコーティング膜に上述したピンホールができる条件として、AD法の成膜原理である常温衝撃固化現象において、金属基材に衝突したセラミック粒子が均質なナノスケールの微細結晶片に破砕される条件が重要で、基材の表面粗さ(凹凸形状)、セラミックコーティングの膜厚、および基材の硬度を所定の関係に設定することにより、セラミック膜のピンホールやクラックの形成を抑制し、防錆効果が大幅に向上することを見いだした。また、複雑な3次元構造体の表面にも剥離のない均質な被膜を形成できることも実証した。
図1は、表面粗さの代表的指標である算術平均高さ(基材表面の凹凸の平均高さ)Raが1μm以上の鉄系基材表面に、セラミックコーティング材料として比較的安価なアルミナ(α-Al2O3)を使用して、本研究で最適化された成膜条件によるコート面(基材サンプル①)と、従来成膜条件によるコート面(基材サンプル②)の防錆試験の比較結果である。基材サンプル①、②のRaは、ともに1μm以上で同じ値であるが、基材サンプル①は基材サンプル②に比べ、成膜前工程において基材表面の凹凸形状を細かく制御し、AD法で吹き付ける原料微粒子のサイズや粒子衝突角度などの成膜条件を最適化すると、アルミナコートされた基材サンプル①の方が明らかに高い防錆効果が得られた。
なお、防錆試験は塗装やめっきなど表面処理での評価方法として広く用いられている塩水噴霧試験(JIS Z 2371:2015)に準じている。
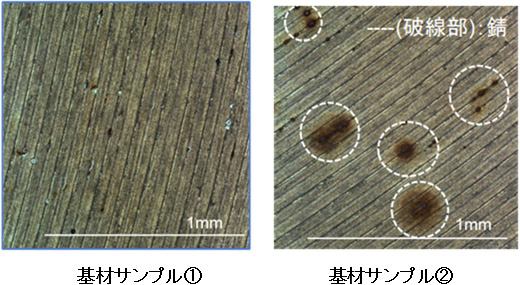
図1 塩水噴霧試験(12時間)による粗い表面へのアルミナコートの防錆効果
(左) 今回開発したAD法の成膜条件で常温コートした基材サンプル①
(右) 従来AD法の成膜条件で常温コートした基材サンプル②
また、図2は、上記条件でネジ山などがある複雑な3次元形状の鉄系部品表面に、AD法を使ってノズルと対象物の相対角度を精密制御し、常温コーティングしたサンプル外観である。コーティングした膜に色むらや干渉縞が発生していないことから、ネジ山やボールガイド溝などの複雑な3次元構造に対しても、剥離なく均一に被膜が形成されている様子が確認される。
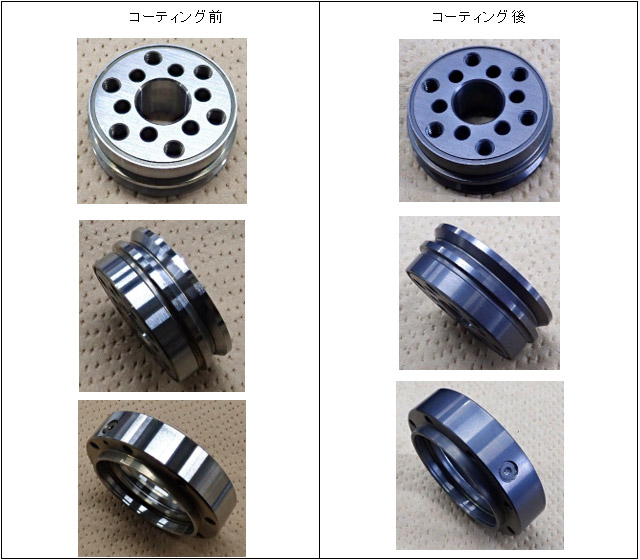
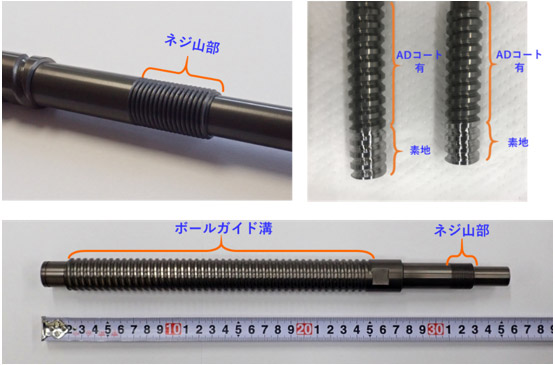
図2 3次元構造物へのADアルミナ膜の均一コート
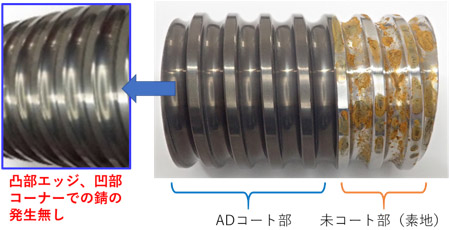
図3は、ボールネジの複雑な3次元部材表面で防錆効果を検証した事例である。素地部(右側)は、わずか1時間の塩水噴霧試験で多数の錆がみられるが、AD法で処理された部分(左側)は、6時間の塩水噴霧試験後でも凸部のエッジや凹部のコーナーを含め、全く錆が現れず、高い防錆効果を実現できていることがわかる。
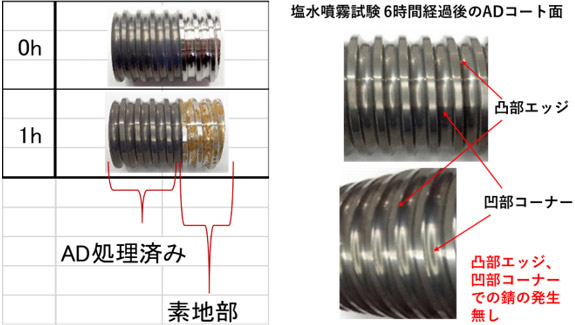
図3 3次元構造物表面(事例:ボールネジ面)での塩水噴霧試験結果
図4は、本開発技術で形成したADアルミナ膜と、従来技術であるTiN(窒化チタン)コーティング、HCr(硬質クロムめっき)コーティング、DLCコーティング、そして浸炭焼入れ処理で形成した膜について、テーバー摩耗試験により耐摩耗性を比較した結果である。ここで、TiNは鉄系工具の、そしてDLCは機構部品の表面に使われ始めている耐摩耗コーティングである。クロムモリブデン鋼を基材にして比較すると、ADアルミナ膜の硬度は、従来法である六価クロム化合物を使用した硬質クロムめっき膜の900 Hvより十分に高い1200~1500 Hvであった。各種コーティングの摩耗量の比較から、ADアルミナ膜は、従来法や浸炭焼入れで得られる膜よりも摩耗特性が大幅に優れ、TiNやDLCのコーティング膜と比較してもほぼ同等であることを確認した。また、同時に、表1に示すように、塩水噴霧試験の結果より、同じ膜厚ではADアルミナ膜はTiNやDLCのコーティング膜より明らかに優れた防錆効果を有することがわかった。
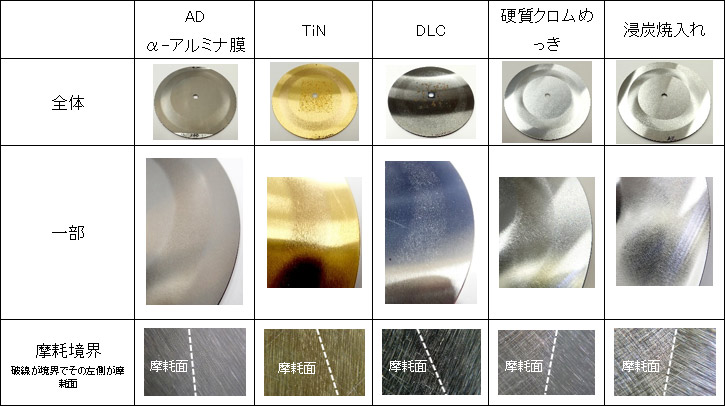
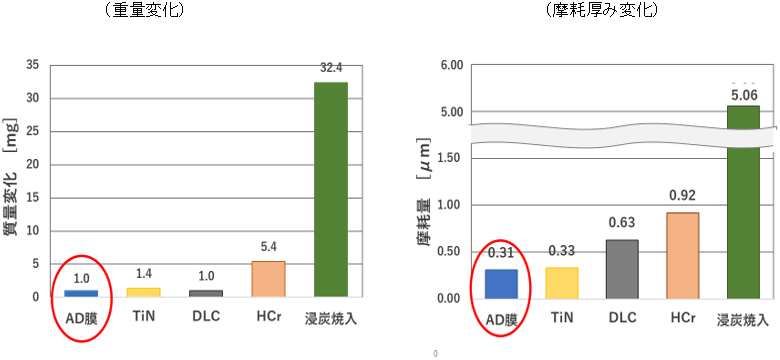
図4 各種のコーティング手法により形成した膜とADアルミナ膜の耐摩耗性の比較
表1 各種コーティング膜の防錆効果の比較
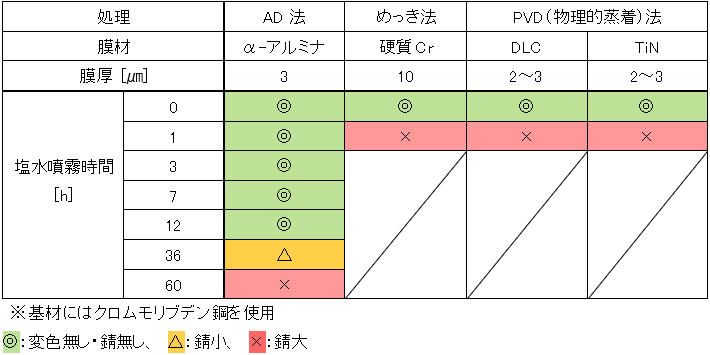
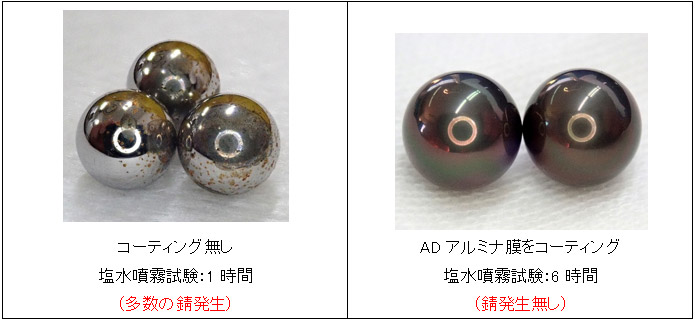
図5 リニアガイド用ボールのADアルミナ膜とその防錆効果
図5は、リニアガイド(機械の直線運動部を「ころがり」を用いてガイドする機械要素部品)用ボールの球面に本手法でアルミナコーティングを施した事例である。均一なADアルミナ膜が形成されており、6時間の塩水噴霧試験でも全く錆は発生しなかった。
今回の開発成果を受け、豊実精工㈱では、年内に防錆性や耐摩耗性の要求される小型精密機構部品などの製造販売を目指すとともに、六価クロムフリーの機能めっき代替技術としての事業展開を図り、人にも環境にも優しいモノづくり技術の確立を目指す。また、産総研は、原料粉末の合成、高度化などにより、同技術の量産性をさらに向上し、低コスト化、大型構造物への適用拡大を検討するとともに、AD法による欠陥のない緻密3次元セラミックコーティング技術として、電子部品やエネルギー関連部材用途への応用展開を進めていく。