独立行政法人 産業技術総合研究所【理事長 吉川 弘之】(以下「産総研」という)エレクトロニクス研究部門【研究部門長 和田 敏美】量子凝縮物性グループ【研究グループ長 柳澤 孝】池田 伸一 主任研究員、梅山 規男 テクニカルスタッフは、赤外線の集光加熱によるアスベスト溶融無害化技術を開発した。壁・天井などに吹き付けられた飛散性のアスベスト含有材を、剥離(はくり)することなく、現場で溶融無害化処理ができる。
回転だ円型の点集光型赤外線反射鏡を備えた加熱装置を用い、集光部を壁などの処理するアスベスト面に一致させ、わずか数秒で1500℃以上に昇温させることにより、飛散性アスベスト含有材を溶融する。
現在は実験室内の小規模処理装置であるが、今後は大面積を処理できる装置の開発を行っていく。さらに解決すべき課題抽出のために現場での実験を進めていく。
今回の成果は、1月25日に産総研つくばセンターで開催される「TXテクノロジー・ショーケース・イン・ツクバ2008」に出展する。
 |
 |
 |
|
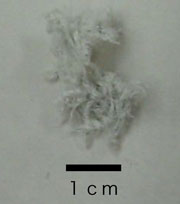
(左)溶融前のアスベスト(クリソタイル)と(右)5秒溶融処理後のアスベスト |
近年、アスベストが原因の中皮腫などの健康障害が大きな社会問題となり、アスベストの安全な処理技術が求められている。特にアスベストの毒性の本質である、繊維状形態を確実に消失させるための低コスト・安全・簡便・高いエネルギー利用効率の溶融処理技術が期待されている。これまでアスベストを溶融させるには、鉄が溶融する温度に匹敵する1500℃以上の高温が必要であるため、大型でエネルギー利用効率も低い溶融処理炉を利用する方法しかなかった。また、誘導加熱あるいはマイクロ波加熱を利用した溶融処理の研究や、添加剤を使用することにより1500℃以下でアスベストの繊維状形態を溶融・破壊する研究も進められているが実用化には至っていない。
アスベストを含有する工業材料はアスベストが飛散しやすいものと飛散しにくいものに分けられる。いわゆる飛散性アスベストは、耐火性・断熱性などを持たせるため、ロックウールやバーミキュライト、パーライトなど無害な材料とアスベストを混合して、建築物の壁や天井の表面に吹き付け材として用いられてきた。この飛散性アスベスト含有材は早急に無害化処理する必要があるが、含有比率が1%以上の飛散性アスベスト含有材は国内に約100万トンが存在するといわれる。2006年には、規制対象となる含有比率が0.1%以上に引き下げられたことにより、さらに多くの飛散性アスベスト含有材が存在しているとされ、早急な対策を必要としている。
飛散性アスベスト含有材の処理は、アスベストを吸わないよう防じん着とマスクで完全装備した作業員が、飛散したアスベストを外部に漏らさぬようビニールシート等で目張りをした部屋内で、手作業などで剥離(はくり)し、その後厳重に二重梱包され特別管理産業廃棄物として「管理型」の産業廃棄物最終処分場に埋め立て処分される。特別管理産業廃棄物としての飛散性アスベスト含有材は、アスベストが完全に溶融するような高温処理による無害化を行えば、通常の産業廃棄物として、「安定型」の処分場あるいは、「管理型」の産業廃棄物最終処分場に埋め立てることができる。このように、飛散性アスベスト含有材の処理は非常に手間がかかり、極めて高いコストと危険な作業が伴うことから、大気汚染防止法に基づく届け出や飛散防止措置を行わず作業を行う違法なケースも報告されており、新たな社会問題となりつつある。
産総研エレクトロニクス研究部門では、高温での金属酸化物の結晶成長技術の開発を進めてきた。特に、ルビーをも溶かす2000℃以上の高温を実現する簡便な赤外線加熱装置を開発した(2004年2月17日プレス発表)。
本研究は、この赤外線加熱技術がアスベスト処理という大きな問題の解決に役立つのではないかと考え、基盤となる技術開発を行ったものである。点集光型赤外線加熱による昇温技術は、対象物に焦点を絞って重点的にエネルギーを与えることができ、エネルギー利用効率がヒーター加熱などに比べて十倍から数十倍高い。
本研究におけるアスベスト含有材料を用いた実験では、必要な安全衛生上の対策を取った上で行った。
典型的なアスベスト材料である、クリソタイル、アモサイト、クロシドライトについて、赤外線加熱装置(100V-650Wのハロゲンランプ2個)を用いて、大気雰囲気中で溶融実験を行った。いずれの試料についても赤外線を吸収し、今回の装置の定格電圧100Vのうち約半分の50V程度の電圧をランプに印加した後、数秒で完全に溶融した(図1、2)。
|
|
|
|
|
図1 溶融前のアスベスト(クリソタイル) |
|
図2 溶融後のアスベスト(クリソタイル) |
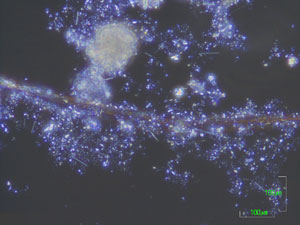
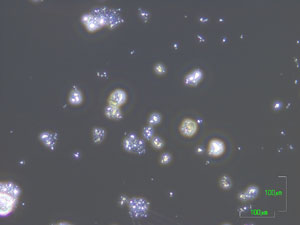
溶融したクリソタイル、アモサイトおよびクロシドライトの試料中に、繊維状の形態について次の方法で分析した。赤外線加熱処理前と赤外線加熱処理後の試料について、日本工業規格(JIS A 1481:2006)「建材製品中のアスベスト含有率測定方法」に準拠して位相差顕微鏡観察(図3、4)および粉末X線回折を行った。位相差顕微鏡観察において採用した浸液の屈折率、分散色は、クリソタイル(1.550、白色)、クロシドライト(1.680と1.700、白色)、アモサイト(1.680と1.700、白色)である。結果、位相差顕微鏡観察および粉末X線回折いずれにおいても、溶融処理後において繊維状の形態が存在しないことが確かめられた。
 |
|
 |
|
図3 溶融処理前のクリソタイルの位相差顕微鏡写真 |
|
図4 溶融処理後のクリソタイルの位相差顕微鏡写真 |
壁や天井のコンクリート上にアスベストが吹き付け施工されている場合、無害なロックウール、バーキュライトやパーライト等と混合し吹き付けられていることが多い。これら混合吹き付け材も飛散性アスベスト含有材である。本技術による処理が可能かどうか明らかにするために、次のような実験を行った。コンクリート板に(1)ロックウール、(2)バーミキュライト、(3)パーライトを吹き付けたモデル試料(それぞれ厚さ15mm、3mm、3mmで、アスベストは含まない)を用意し、吹き付け材表面に赤外線が集中するように、回転だ円面を持つ反射鏡とハロゲンランプからなる加熱装置(図5)を用意して、吹き付け材の溶融を試みた。
(1)ロックウールでは、電圧を上げていき、70V程度になった途端に、集光している部分が局所的に溶融、陥没した(図6)。昇圧開始後約30秒で、直径約15mm、深さ約15mmの部分が溶融処理できたことになる。
(2)バーミキュライトでは、70V程度で溶け始め、85V程度で溶融した液体が沸騰した。溶融領域は直径約10mm、深さ約3mmであった。
(3)パーライトは70V程度で溶け始め、75V程度で溶融した液体が沸騰した。溶融領域は直径約10mm、深さ約3mmであった。
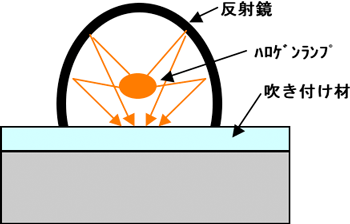
図5 吹き付け材溶融実験の模式図
赤外線加熱装置は、反射鏡とハロゲンランプで構成
|
|
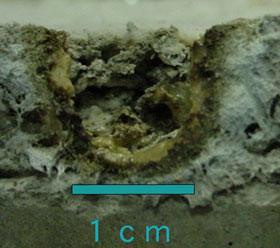
図6 コンクリート上のロックウールが溶融した後の断面写真
|
万が一、コンクリート表面が露出し、直接赤外線が照射された場合を考え、コンクリート表面を溶融したところ、表面の深さ2mm程度、直径10mm程度の領域が45V程度の電圧で溶融、65V程度で沸騰した。最終的に70V程度まで電圧を上げても、沸騰の様子は変わらず、ひび割れ、破損などの変化は全くなかった。
以上の結果から、実際の飛散性アスベスト含有材である吹き付け材に関して、本研究で開発した方法で表面だけを局所的に加熱、溶融処理ができることを明らかにした。アスベストの中で一番融点が高いクリソタイルの融点が約1500℃であり、例えばロックウールの融点が約1600℃であることから、アスベストが混ぜられた代表的な吹き付け材であるロックウールが完全に溶融すれば、それらより融点が低い含有されたアスベストも完全に溶融する。このことから、今回の技術を利用すれば、飛散性アスベスト含有材を壁などから剥離(はくり)することなく、壁についたまま溶融させることができる。さらに、今回の技術を利用し、より大面積の処理が可能な装置が開発できれば、作業コストの大幅削減、作業時の安全性向上など処理コストが大幅に削減できると考えられる。
今後は、より迅速に大面積処理ができる装置の開発を行い、実際の処理現場での実験を進め、解決すべき課題を抽出していく予定である。既に装置制御に係わる研究を開始しているが、実際の利用に関して想定される課題について、多くの実績がある企業の意見も求めていきたいと考えている。