国立研究開発法人 産業技術総合研究所【理事長 中鉢 良治】(以下「産総研」という)無機機能材料研究部門【研究部門長 淡野 正信】尾崎 公洋 総括研究主幹、ハード磁性材料グループ 高木 健太 研究グループ長、曽田 力央 研究員らは、サマリウム-鉄-窒素(Sm-Fe-N)系磁石粉末を、磁石性能を低下させることなく異方性焼結磁石とする製造技術の開発に世界で初めて成功した。
通常、Sm-Fe-N系磁石粉末を焼結すると保磁力が激減するが、今回その原因が粉末表面の酸素にあることを実証し、粉末作製から焼結までの一連のプロセスを低酸素化したSm-Fe-N焼結磁石のプロセスを新たに開発した。これにより、保磁力を保ったままSm2Fe17N3の異方性焼結磁石を作製できた。この焼結磁石は耐熱性に優れることから、ハイブリッド自動車用駆動モーターなどの高温環境下ではネオジム-鉄-ホウ素(Nd-Fe-B)焼結磁石を超える磁石性能を発揮できると期待される。なお、この成果の概略は2015年10月13日に東京都で開催される産総研主催の第10回レアメタルシンポジウムにて、また詳細は、2015年11月11日~12日に京都市で開催される粉体粉末冶金協会講演大会にて、発表する予定である。
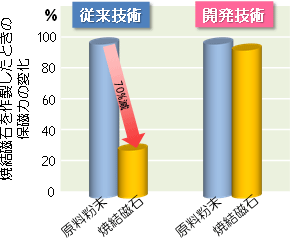 |
今回開発した技術と従来技術によって作製したSm2Fe17N3焼結磁石の保磁力の変化率
従来技術では保磁力は約70 %低下するのに対し、今回の技術では保磁力は低下しない。 |
高性能永久磁石は、ハイブリッド車やエコ家電のコア技術である高効率モーターの鍵となる材料であり、磁石の高性能化はモーターの高性能化に直接つながる。特に、ハイブリッド車ではモーター内部は180 ℃前後の高温となるため、磁石には耐熱性が要求される。
現在、高効率モーターのほとんどは、最強の磁石とされるNd-Fe-B焼結磁石を用いているが、高温になると保磁力が急激に低下する。そのため、現行のほとんどのNd-Fe-B焼結磁石に重希土類元素であるジスプロシウム(Dy)やテルビウム(Tb)が添加されて耐熱性が改善されている。しかし、これらの重希土類元素は地殻埋蔵量が少なく、しかも採掘できる地域が局在するために価格・供給が不安定である。現在、重希土類元素の使用量を減らすため、重希土類元素を使用しなくても同等の耐熱性をもつNd-Fe-B焼結磁石の開発が進められている。
一方で、Nd-Fe-B焼結磁石の性能はすでに理論値に近づいており、耐熱性も大幅向上の見通しはない。しかし、モーター分野ではさらなる高性能・高耐熱性の焼結磁石が望まれており、新たな磁石材料の開発が求められている。
Sm-Fe-N系磁石は、飽和磁化が1.57 TとNd-Fe-B磁石(1.60 T)に匹敵し、異方性磁界はNd-Fe-B磁石の約4倍となる20.7 MA/m(260 kOe)である。
しかし、Sm-Fe-N磁石は650 ℃付近で熱分解するために、高温加熱する焼結固化は困難とされてきた。また、それ以下の温度でも、加熱によって保磁力が大幅に低下する。また、亜鉛を混合させて低温で焼結させることで保磁力を向上させることもできるが、磁化が極端に低下し磁石性能が著しく低下するため、現実には焼結磁石として使用されていない。
そこで、産総研ではSm-Fe-N磁石粉末の焼結技術の開発に取り組んでいる。これまでに、通電焼結法による低熱負荷焼結技術によって、高密度のSm-Fe-N等方性磁石粉末を熱分解させずに焼結し、Dyを使わない高性能な等方性焼結磁石(2011年7月6日産総研プレス発表)を開発した。しかし、異方性磁石粉末の焼結に対しては保磁力が低下してしまうため、保磁力を低下させない焼結磁石作製技術の開発に取り組んでいた。
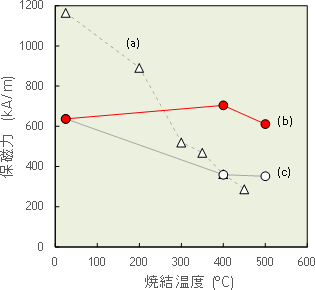
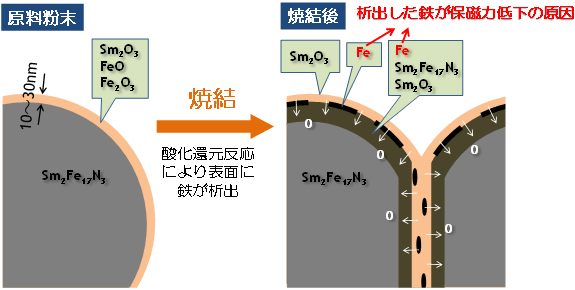
市販のSm-Fe-N磁石粉末を従来の方法で焼結すると、図1(a)に示すように焼結温度が上がると保磁力は急激に低下し、磁石性能が大幅に悪化する。この現象の原因は明らかではなかったが、2012年に詳細な分析から保磁力低下は磁石粉末の表面に酸化膜があるため、加熱により鉄が析出することが原因であると予測していた(図2)。
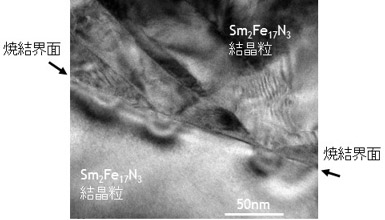
そこで、磁石粉末を微粉砕する工程や、それを磁場中で圧粉成形する工程、そして低熱負荷焼結する工程のすべてを低酸素環境として、焼結固化前に粉末表面に酸化膜が形成されることを防いだ。微粉砕はジェットミル粉砕法を用い、粉末の平均粒径は5 μm以下で、保磁力は約640 kA/m(8.0 kOe)である。今回開発した低酸素プロセスを用いて、焼結温度が400~500 ℃で作製したSm2Fe17N3の異方性焼結磁石の保磁力は720~600 kA/m(9.0~7.5 kOe)であり(図1(b))、原料粉末からの保磁力低下はほとんどなかった。透過電子顕微鏡による観察では、今回のプロセスで作製した焼結体の結晶粒界には鉄や酸化物といった異相は見られず(図3)、低酸素プロセスの効果が確認された。一方、今回開発したプロセスで作製した粉末を空気暴露して表面に酸化膜を形成した後、これを低酸素プロセスで焼結したところ、保磁力は約320 kA/m(4 kOe)と半分に減少した(図1(c))。これらのことから、表面の酸化膜が原因で保磁力が低下したことを実証したとともに、今回開発の低酸素プロセスにより保磁力を低下させずにSm-Fe-N異方性焼結磁石を作製できることが分かった。
 |
|
図1 今回開発したプロセスで作製したSm2Fe17N3焼結磁石と、従来技術によるSm2Fe17N3焼結磁石の保磁力の比較 |
|
市販粉末を従来技術で作製した焼結磁石(a)、開発したプロセスによる焼結磁石(b)、(b)と同じ粉末から従来技術で焼結作製した磁石(c)。いずれも、左端のプロットは粉末の保磁力を示す。 |
 |
|
図2 Sm2Fe17N3磁石粉末の焼結によって保磁力が低下するメカニズム予測 |
 |
|
図3 今回開発したSm2Fe17N3焼結磁石の焼結界面の透過電子顕微鏡像 |
現在、焼結磁石の配向度がまだ低いことや焼結密度が十分でないといった原因により、磁石特性の指標の一つである最大エネルギー積(BH(max))は190 J/m3(16 MGOe)程度にとどまっている。今後、粉末の粒度分布制御や焼結プロセスの最適化により焼結密度や配向度を高めて、最大エネルギー積を向上させる。さらに、焼結界面の制御などによりSm-Fe-N磁石本来の潜在的な高保磁力を発揮させて、Nd-Fe-B焼結磁石を超える高性能・高耐熱性焼結磁石の開発を目指す。