独立行政法人 産業技術総合研究所【理事長 中鉢 良治】(以下「産総研」という)計測標準研究部門【研究部門長 千葉 光一】長さ計測科 ナノスケール標準研究室 堀 泰明 主任研究員、権太 聡 研究室長、長さ標準研究室 尾藤 洋一 研究室長と、株式会社ニコン【社長 牛田 一雄】(以下「ニコン」という)は共同で、リニアエンコーダー(高精度加工機械などに組み込まれる「ものさし」)の高精度化に取り組み、ナノメートル(nm、1 mmの百万分の1)以下の誤差の目盛を実現した。
ニコンが開発した独自の目盛読取り方式による誤差低減技術と、産総研が開発したレーザー干渉を利用した正確な目盛の誤差の評価技術とを組み合わせることによって、このリニアエンコーダーでは、1 nm以下の誤差を実現した。今後、半導体素子や光学素子の加工精度の向上への貢献が期待できる。
本成果の詳細は、2014年11月9日~14日に米国ボストンで開催される29th Annual Meeting of the American Society for Precision Engineering (ASPE)で発表される。
 |
|
リニアエンコーダーと誤差評価装置 |
IT機器に組み込まれる半導体素子や光学素子の精密加工では、近年、加工技術の微細化と、それを支える精密な長さ測定技術が必須となっており、リニアエンコーダーは精密な長さや位置の測定を実現する有効なツールとして加工機械などに組み込まれ、広く普及している。
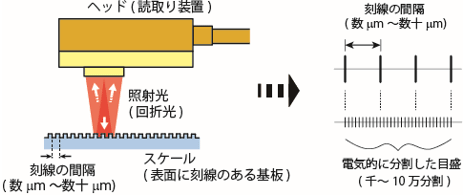
リニアエンコーダーは、1 nm以下の高分解能の「ものさし」であり、表面に刻線のある基板と読取り装置との組み合わせで、長さや位置を非常に正確に測定できる(図1)。表面に刻線のある基板には数マイクロメートル(µm、1 mmの千分の1)~数十µmの間隔で凹凸の刻線があり、その間隔を読取り装置で読取り、さらに電気的に等間隔に分割することで高分解能の目盛を得ている。これらの目盛は等間隔に並んでいるが、微視的には歪みが生じているため、これまでナノメートルオーダーの誤差は避けられなかった。しかし、半導体素子や光学素子などに要求される加工精度が年々高まっているため、目盛の誤差を1 nm以下に抑えることが求められていた。
1 nm以下の誤差を実現するには、リニアエンコーダーよりもさらに正確な方法で目盛の誤差を評価し、改良を重ねる必要があるが、従来から用いられている変位計ではナノメートルオーダーの誤差は評価できないため、新たな評価手法の開発が望まれていた。
目盛の誤差が1 nm以下のリニアエンコーダーが実現すれば、IT機器の頭脳にあたる半導体回路の配線をより細く短くでき、現在よりさらに小型、高速かつ低消費電力のスマートフォンやタブレットなどが入手できるようになる。
 |
|
図1 リニアエンコーダーの構成 |
産総研では光の干渉を利用した変位計の開発をこれまで行っており、十分な正確さ(0.1 nm以下の誤差)での長さ測定技術を既に確立していた。
一方、ニコンではリニアエンコーダーの性能向上に継続的に取り組み、1 nm以下の目盛の誤差を実現すべく改良を進めてきた。しかし、改良による誤差の低減を確認するためには、1 nm以下の正確さで評価できる技術が必要となり、実現可能な技術を模索していた。
そこで、産総研の技術で、ニコンが開発したリニアエンコーダーが1 nm以下の目盛の誤差であると実証できると考え、共同研究を開始した。
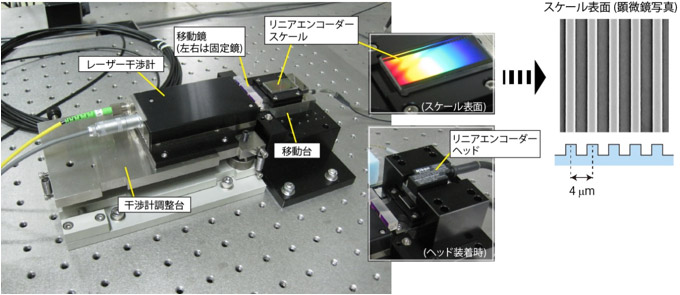
今回産総研で開発したリニアエンコーダーの誤差評価装置は、レーザー干渉計と移動台から構成されている(図2)。評価するリニアエンコーダーの「ものさし」部分(スケール、表面に刻線のある基板)は、水平方向に移動する移動台の上に設置されており、移動台に向かい合う形で設置されている読取り装置(ヘッド)で刻線の間隔を読みとり、電気的に分割した目盛が得られる。移動台の端には、レーザー干渉計の移動鏡が設置されており、移動台の移動距離が計測できる。リニアエンコーダーの読取りとレーザー干渉計による移動台の移動距離の測定を同時に行い、測定結果を比較することで誤差を評価した。
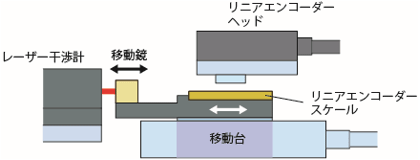 |
図2 目盛の誤差評価手法の概略図
移動台の移動距離をレーザー干渉計とリニアエンコーダーで同時に測定し、結果を比較する。 |
図1に示すようにリニアエンコーダーのヘッドからはスケールに向かってレーザー光が照射されており、スケールによる回折光をヘッドで検出してスケール表面の刻線の間隔を読取る。ニコンのスケールには4 µmの間隔で刻線があり、ヘッドでは2つの検出器を使用しているため、刻線間隔の2分の1(= 2 µm)が読取られる。さらに読取られた間隔を電気的に千分の1~10万分の1に分割し、目盛を取得する。ヘッドは固定されており、スケールだけが水平方向に移動するため、移動台の移動距離を目盛の間隔を基準に測定することができる。
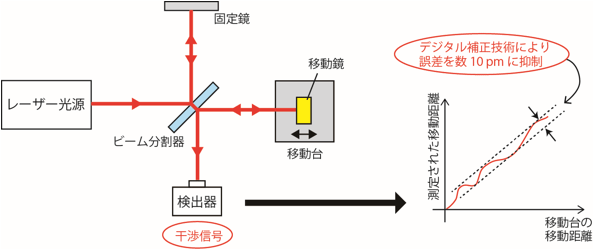
レーザー干渉計では、移動台に設置した移動鏡に、レーザー干渉計からのレーザー光を照射し、反射光が元のレーザー光と干渉計内で重なり合うことで発生する光の明暗の信号(干渉信号)を検出する(図3)。干渉信号の明暗は移動鏡がレーザー光の波長の2分の1を移動する毎に繰り返すので、光の波長を単位として正確に移動距離を測定できる。産総研では、このレーザー干渉計の鏡やプリズムといった光学部品が不完全であることから生じる干渉信号の歪みを、デジタル信号処理を駆使した補正技術を使って極限まで抑制した。これにより、誤差が数10ピコメートル(pm、1 nmの千分の1)以下の変位計を実現している。
 |
|
図3 レーザー干渉計の原理 |
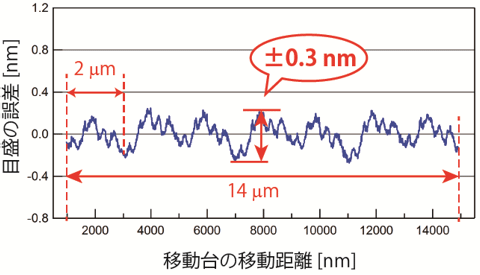
今回開発した誤差評価装置を用いて、ニコンで開発したリニアエンコーダーの目盛の誤差を評価した結果を図4に示す。この結果より、移動台の移動に沿って2 µm毎に誤差が周期的に発生していることが分かる。2 µmの周期は刻線の読取り間隔に一致しており、図4の誤差はこの間隔をさらに電気的に分割する際の不完全さが原因で発生していると考えられる。この誤差は一般に周期誤差と呼ばれ、従来からリニアエンコーダーで1 nm以下の誤差を実現する上で大きな課題となっていたが、ニコンは刻線の読取りと電気的な分割の手法に新しい方式を用いることで周期誤差を大幅に低減し、図4に示すように、今回の研究で移動台の移動範囲(14 µm)に渡って周期誤差が±0.3 nmであることが実証できた。
 |
|
図4 目盛の誤差評価結果 |
今回のリニアエンコーダーは今後、ニコンによって各種の高精度加工機械に組み込まれ、これまでより高度な半導体素子や光学素子の製造現場などで使用されることになる。レーザー干渉計による誤差評価装置は、リニアエンコーダー以外の長さ測定装置の評価へも簡単に応用できるため、産総研において市販の変位計の誤差評価サービスの供給などに利用する予定である。